Project Overview
Location: Trübbach, Switzerland
Industry: Timber trade
Customer: Atlas Holz AG
Application: Storage of solid wood, veneers and premium timber products
Initial situation: MOVO mobile racking system installed in 2003 with outdated control and safety technology
Solution: Targeted retrofit of control, safety and operating systems while retaining the existing mechanical structure
Objective: Future‑proof operation, improved safety and long‑term spare parts availability
A storage system built for long-term use
Atlas Holz AG is a Swiss family-owned company specialising in high-quality timber products. More than 100 different wood types are stored on site, requiring a storage solution that combines high density, safe handling and reliable access.
Since 2003, Atlas Holz has relied on MOVO mobile racking systems from Dexion. Additional installations in 2011 and 2023 underline a long-standing partnership and a clear focus on durable, future-oriented solutions.
Initial Situation
After more than 20 years of operation, the mechanical structure of the original MOVO system was still in excellent condition. Rails, carriages and cantilever racking continued to operate reliably and met all operational requirements.
The limiting factor was not the mechanics, but the control electronics. Certain components were no longer available on the market, creating a risk for system availability and long-term serviceability.
The Challenge
As a specialised timber merchant, Atlas Holz could not afford unplanned downtime or prolonged system shutdowns. At the same time, replacing fully functional mechanical components was neither economically nor sustainably justified.
- Modernisation without replacing the existing mechanical structure
- Implementation during ongoing warehouse operations
- Improved safety and operating comfort
- Secured spare parts availability for the future
The Solution
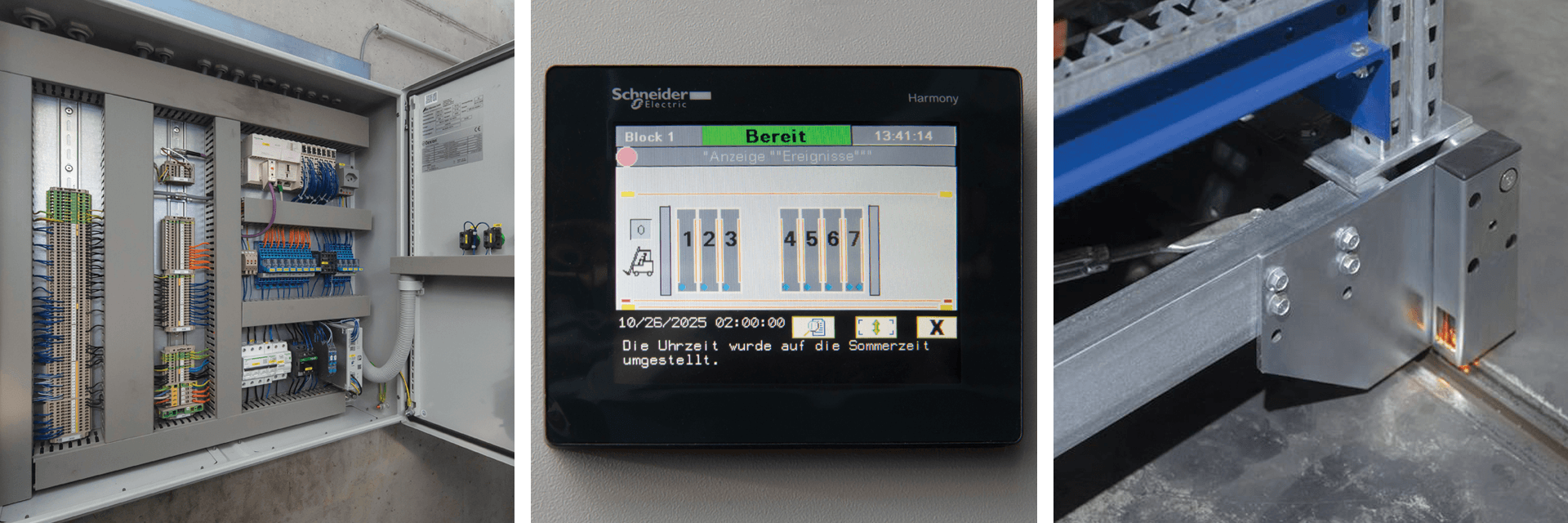
Atlas Holz opted for a targeted retrofit approach. All electronic components were replaced with modern control and safety technology, while the robust mechanical structure of the MOVO system remained unchanged.
This approach significantly extended the system’s lifecycle, reduced investment costs compared to a new installation and ensured compliance with current safety standards.
Implementation
The complete retrofit was carried out within five working days. Throughout the entire modernisation process, material handling operations continued without interruption.
- Replacement of seven carriage control cabinets and one master control cabinet
- Installation of 14 new light barriers on the carriages
- New access monitoring and forklift detection
- Installation of approximately 1,100 metres of new cabling
- No mechanical components replaced
Enhanced Safety and Ease of Use
The modernised MOVO system now offers a significantly higher level of safety and improved operating comfort for daily use.
- Multi-beam light barriers at three height levels
- Forklift detection for controlled aisle opening
- Illuminated release buttons on each carriage
- Automatic aisle lighting
- Crush protection
- Radio remote control instead of a central control panel

Benefits in Daily Operation
The retrofit delivered immediate and measurable benefits in everyday warehouse operations.
- Faster and more efficient workflows
- Higher operational safety
- Significantly improved ease of operation
- Long-term serviceability and spare parts security
One Technical Standard Across Three Generations
Today, all three MOVO systems installed in 2003, 2011 and 2023 operate at the same technical level. For Atlas Holz, this reflects a consistent approach to quality, precision and sustainable long-term investment.
Conclusion
This case study demonstrates how targeted retrofitting can transform existing storage systems into future-ready assets. No replacement, no downtime and maximum value from existing infrastructure.